Der Cheeseburger schmeckt auf der ganzen Welt gleich. Das bedeutet, es lässt sich auch dann ein Standard definieren, wenn ein Kriterium gar nicht messbar ist oder dessen optimale Ausprägung nicht allgemeingültig beschrieben werden kann. Wie das geht? Man standardisiert das Kochrezept. Wer die Zutaten kennt und die Zubereitung beherrscht, kann ein dem Standard gerechtes Produkt erstellen. Die Einkäufer in der Druckindustrie verstehen einen Standard wie ein solches Kochrezeptmit vereinheitlichter Qualität. Sie meinen, mit einem Druckstandard die gewünschte Qualität spezifizieren zu können und somit nur noch Preise verhandeln zu müssen. Die produzierenden Unternehmen werden damit austauschbar und stehen in einem harten Preiswettbewerb zueinander. Dieser Beitrag will daher aufrufen, den Begriff der Standardisierung anders zu definieren, um den Verdrängungswettbewerb zu vermeiden.
ZWECK EINES STANDARDS. Noch vor der Etablierung des PSO-Standards hatten Offsetdrucker das Problem, dass Sammelformen, bei denen die Farbseparationen aus verschiedenen Repro-Häusern stammten, nicht gedruckt werden konnten, weil die jeweiligen Vorstufenbetriebe unterschiedliche Annahmen über die Färbungen der Volltöne und Tonwertzuwächse getroffen hatten. So war es das Ziel der Standardisierung, die Vorleistungen überall gleich gut „einkaufen“ zu können. Erste Standardisierungsbemühungen stellte die Fogra offiziell bereits im Jahr 1976 an. Durch die DTP-Revolution ab 1985 wurde esmöglich, Schriftsatz und Farbrepro auf kostengünstigen Personalcomputern und mit Standardsoftware abzubilden. Das brachte Kostenvorteile, weil Anwender ihre Geräte nun selbst zusammenstellen konnten und nicht mehr auf die Bündelung der Komponenten in den alten EBV-Systemen angewiesen waren. Allerdings konnte damit kein Gerätehersteller mehr dafür verantwortlich gemacht werden, wie Farben wiedergegeben wurden. Dieser Mangel führte 1993 zur Gründung des ICC, einer Arbeitsgruppe von Geräte- und Software-Herstellern, die das so genannte Farbmanagementmittels eines definierten Datenformates für Farbprofile entwickelte. Heute arbeiten viele Geräte und Programmemit ICC-Profilen und gewährleisten dadurch eine farbliche Vorhersagbarkeit von Farben. Im Jahr 1996 erschien der offizielle grafische Standard DIN ISO 12647, der in den Folgejahren um Teile ergänzt wurde, die sich mit den einzelnen Disziplinen des Druckens befassen. Man kann die ISO-Norm als technisches Korsett betrachten, das mit konkreten Vorgaben über Vorgehensweisen und Ergebnisse die gewünschte Vorhersagbarkeit des Endergebnisses über eine Gleichschaltung des gesamten Prozesses zu bewerkstelligen versucht. Bei genauer Betrachtung sehen wir heute einen Zustand, wie er damals ebenso hätte normiert werden können: Farbprofile sind der eigentliche Standard. Sie visualisieren das Endergebnis, das erzielt wird, wenn man den Vorgaben folgt. Der eigentliche Standard könnte sich also darauf beschränken, die Methoden und Systeme zur Verifizierung vorzuschreiben.
ZUKUNFTSMUSIK. Mit den folgenden Schritten bewegt sich der Autor nun teilweise über die sichtbare Realität hinaus und stellt Spekulationen an. Das betrifft unter anderem die Methode zur Erzeugung und Pflege individueller Farbprofile, sowie den Prozessstandard Flexodruck. Noch in diesem Jahr könnte das DFTA-Technologiezentrum Richtlinien publizieren, wie Druckqualitäten bemessen werden sollten. Ein daraus resultierender, offizieller Prozessstandard sollte lediglich die Kriterien und Methoden für deren Bemessung enthalten, statt Festlegungen über konkrete Vorgehensweise und präzise Ziele zu machen. Zunächst sollen die Rahmenbedingungen für einen (Verpackungsdruck- bzw.) Flexodruck-Prozessstandard formuliert werden: Die Auswahl und einfache Spezifikation der gewünschten bzw. mindestens erforderlichen Druckqualität ist die Motivation hinter der Einkäufer-Forderung nach Druckstandards. Man will nicht vom Endergebnis (negativ) überrascht werden, sondern vorher darüber Bescheid wissen. Damit geht auch die Vereinfachung der Kommunikation einher. Wenn „Standards“ die notwendigen Kriterien zusammenfassen, dann braucht man nicht mehr Dutzende von einzelnen Kriterien festzulegen und auszutauschen. Der zu entwickelnde Verpackungsdruck-Standard bestünde also „lediglich“ aus einem öffentlich bekannten Satz von Regeln, wie die Druckqualität zu quantifizieren ist und wie damit die Charakterisierung des Druckprozesses erfolgen und übermittelt werden soll. Ein sinnvoller Verpackungsdruck-Standard darf zudem nicht die Weiterentwicklung behindern. Das bedeutet automatisch, dass er keine konkreten Materialien bevorzugen darf, geschweige denn als zwingend vorschreibt. Er darf damit auf keinen Fall zu einer Vereinheitlichung von Produktionsmethoden oder Qualitäten führen, was zwangsläufig die Austauschbarkeit der Marktteilnehmer nach sich zöge.
PROZESSSTANDARD UND FARBPROFILE. Was ist aber ein Prozessstandard wirklich? Die allgemeine Drucktechnik besagt, das festgelegte Eckwerte, Komponenten und Arbeitswege zu einem vordefinierten und messbaren Ergebnis führen, das sich in einem bestimmten Erscheinungsbild des Druckes äußert. In der Praxis wird ein Ziel-Erscheinungsbild durch Farb(management)profile bestimmt bzw. vorgegeben. Die Druckerei versucht nun, durch Einhaltung der Eckwerte, Komponenten und Arbeitswege „im Instrumenten-Blindflug“ das Ziel zu treffen. Ein visuell zu begutachtendes Vergleichsmuster liegt dabei oft nicht vor. Farbprofile im „standardisierten Offsetdruck“ zeichnen folgende Merkmale aus: Sie sind öffentlich publiziert und gelten jeweils für eine Substratklasse. Farbprofile wurden von einer Normungsorganisation als „kluger“ Mittelweg aus verschiedenen realen Druckergebnissen „künstlich“ bzw. „händisch“ erzeugt und finden hauptsächlich Anwendung beim Endkunden bzw. dessen Agentur, um eine Vorhersage des Endergebnisses vorzunehmen, sowie in der Druckvorstufe, um entsprechende Farbseparationen herzustellen.
FARBPROFILE GESUCHT. Man muss „nur“ eine Testformgestalten, Druckformen herstellen, unter möglicherweise mehreren verschiedenen Druckbedingungen (Kombinationen aus Bedruckstoff, Druckfarbsystem, Druckform, Rasterwalze, Druckmaschine) andrucken, die Andrucke auswerten und zu(m) Farbprofil(en) verarbeiten. All das sollte natürlich regelmäßig wiederholt werden, ist allerdings mit einem entsprechend hohem Aufwand und Kosten verbunden. So nötig (individuelle) Farbprofile auch sind; deren Erstellung und Pflege ist aufwändig und kann nach der heutigen Methode kaum von der Verpackungs-Druckerei geleistet werden. Lassen sich also generalisierte Norm-Farbprofile einsetzen? Der erste Gedanke der Anhänger des „Top-Down-Normungsgedankens“ richtet sich typischerweise auf die Festlegung der Farbtöne der Skalenfarben Cyan, Magenta, Gelb und Schwarz. Aber deren „Apriori-Festlegung“ ist nicht möglich bzw. sinnvoll. Warum? Wir vergessen leider allzu gerne, dass der Verpackungsdruck nur ein kleines Glied in der langen Prozesskette einer Verpackung ist und leider nicht das Bedeutendste. Eine Verpackung muss in erster Linie ihre funktionellen Eigenschaften erfüllen. Es müssen also primär die Bedürfnisse der Verpackungsfunktion erfüllt werden, dann erst kann auf das farbliche Aussehen eingegangen werden. Das führt allerdings regelmäßig dazu, dass zur Erfüllung bestimmter funktioneller Bedingungen, wie zum Beispiel eine hohe Lichtechtheit oder Nasswischfestigkeit, eben nicht mehr die aus anderen „standardisierten“ Verfahren bekannten Pigmente für die Druckfarben eingesetzt werden können. Man braucht stattdessen bestimmte Farbmittel, die im erzielbaren Farbton mehr oder weniger stark vom „Standard-Farbton“ abweichen. Eine Normierung von Standard-Farbtönen wäre daher eine deutliche technische Beschneidung der Erfordernisse und ist daher nicht tolerierbar.
ZWISCHEN-FAZIT. Im Verpackungsdruck muss der Druckfarbenfilmin erster Linie eine Reihe von Beständigkeiten aufweisen.Die Färbung der Skalen-Druckfarben ist diesen Anforderungen untergeordnet und muss zusätzlich einen Kompromiss mit den Kosten eingehen. Diesen Freiheitsgrad müssen die Verpackungs-Druckfarbenhersteller und Verpackungsdrucker behalten dürfen, sonst sind die etablierten Qualitäten und Gestaltungsmöglichkeiten gefährdet. Wie kann also so ein Verpackungsdruck-Prozess-Standard aussehen?
BOTTOM-UP-NORMUNG. Einen Prozessstandard zu fordern, wenn man vorhersehbare und spezifizierbare Qualitäten anstrebt, liegt nahe. Falsch ist es aber, einen Prozessstandard im Verpackungsdruck per Verordnung „von oben“ her etablieren zu wollen. Solche Standards werden üblicherweise durch Zusammenfassung verschiedener empirischer Daten gebildet, die unter ähnlichen Umständen zustande gekommen sind. Der entstehende Mittelwert wird dann zur Norm erklärt und verpflichtet die Immatrikulierten zur Erreichung dieser Zielvorgabe. Die meisten Verpackungsdrucker müssten hierfür große Anstrengungen unternehmen und teilweise sogar die eingesetzten Komponenten ändern. Zwangsläufig entstünden aus einem solchen Standard mittelmäßige Produkte. Darum ist es wichtig und richtig, einen Verpackungs-Prozess-Standard von den Druckereien her voranzutreiben. Bottom-Up-Normung: Technisch kann das heute funktionieren.
Würde der Standard so praktiziert, könnten Druckereien ihr jeweils etabliertes Optimum an Komponenten und Einstellungen beibehalten. Druckqualität und Wiederholgenauigkeit blieben dabei auf dem vorhandenen Niveau oder könnten sukzessive sogar gesteigert werden. Nötig sind dafür Farbprofile. Sie visualisieren die jeweilige Druckbedingung bzw. deren Druckergebnis und sind heute ein essentieller Bestandteil eines drucktechnischen Prozessstandards, wahrscheinlich sogar der wichtigste.
SITUATION HEUTE. Flexodruckereien verfügen heute kaum über ihre Farbprofile. Das könnte sich in Kürze ändern, wenn der in Vorbereitung befindliche neue Service des DFTA-Technologiezentrums an den Markt geht. Mit ihm soll jede Flexodruckerei in der Lage sein, mit wenigen farblichen Informationen, die sich beispielsweise aus einem ähnlichen Auftrag gewinnen lassen, Farbprofile für jede Drucksituation zu erstellen. Diese werden der Repro und dem Kunden zur Verfügung gestellt und dienen dort zur Steuerung der Farbseparation bzw. der Vorhersage des späteren Druckbildes. Individuelle Farbprofile wären wünschenswert und hilfreich, sind aber mit den heutigen Methoden kaum machbar. Mit dem neuen Service des DFTAs soll sich die Erstellung und Pflege hingegen vereinfachen lassen. Eine Vorausberechnung des Farbprofils wird also möglich.
KONSEQUENZEN. Konnte man in der Vergangenheit aufgrund des relativ großen Aufwandes nur die wichtigsten Druckbedingungen einer Druckerei in Form eines Profils abbilden (das dann im Besitz des Repro-Zulieferers war/ist), so kann jetzt aus einigen Messungen von bestimmten Feldern eines Druckkontrollkeils o.ä. ein komplettes Farbprofil „hochgerechnet“ werden. Da sich die dafür notwendigen realen Daten einfach gewinnen lassen, kann die Druckerei jetzt jede beliebige Drucksituation schnell in ein Profil ummünzen, um es den Kunden zur Verfügung zu stellen. So lassen sich die jeweiligen Druckstandards visualisieren und die wichtigsten Anforderungen des Endkunden zur Vorhersagbarkeit endlich erfüllen. Natürlich sind solche Farbprofile aus einer „Hochrechnung“ mehr idealisiert als die tatsächlich als Testform gedruckten Profile. Sie „bügeln“ also die Unzulänglichkeiten der realen Andrucke von Farbmanagement-Testformen plausibel aus. Zum Beispiel fällt bei der Analyse von Messdaten für Farbmanagement auf, dass sich der Rastertonwert von einem Messfeld zumnächsten zwar stark geändert hat, die resultierende Farbe dann aber kaum anders aussieht. Das ist nicht plausibel und muss als Störung im Druckprozess angesehen werden. Stellt man dann fest, dass die profilierte Drucksituation hinreichend oft in Form von Aufträgen auftritt, kann man immer noch ein „richtiges“ Profil erstellen, indem man eine komplette Farbmanagement-Testform andruckt. Außer der Vereinfachung in der Erstellung bieten die „künstlich errechneten“ Farbprofile gegenüber den „real angedruckten“ den Vorteil, dass man bei ihrer Erzeugung auf einfache Art und Weise einen Mittelwert aus mehreren ähnlichen Resultaten errechnen kann, so dass auch das erzeugte Profil „in der Mitte“ des Prozessfensters liegt.
INDUSTRIESTANDARD. Doch wie kann daraus ein Industriestandard für den Flexodruck entstehen? Im Grunde genommen passiert das während der im Folgenden vorgeschlagenen Optimierungsphase ganz automatisch. Zunächst ist für die gewählte Druckfarbe die so genannte Optimalfärbung auf einem repräsentativen Standard-Substrat zu ermitteln. Unter Standard- Substrat wird hier kein industrieweit normiertes Substrat (ähnlich Apco II/II imOffsetdruck) verstanden, sondern ein Bedruckstoff, den der betreffende Betrieb für seine Bedürfnisse als repräsentativ einstuft. Für den einen Foliendrucker kann das beispielsweise CPP oder ähnliches sein, für den anderen LDPE (sinngemäß für Papiere und Kartons).
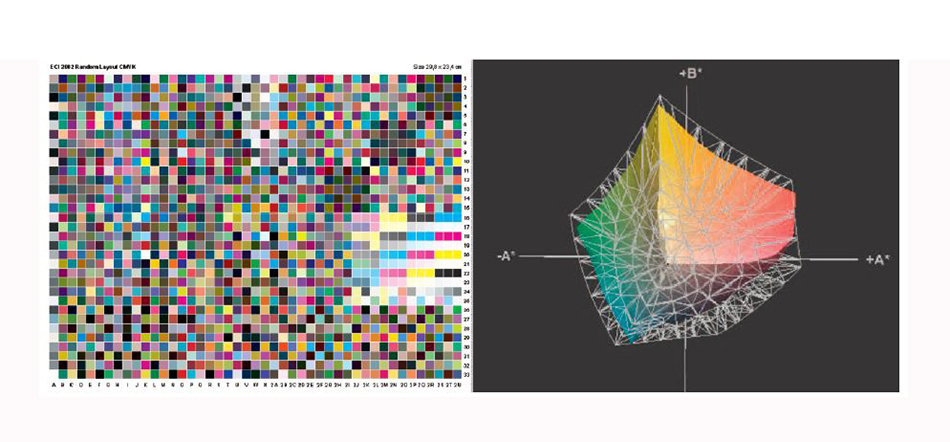
Die Ermittlung der Optimalfärbung ist notwendig, weil sich der Flexodruck nicht ungeprüft nach den Dichtespezifikationen aus dem Offsetdruck richten sollte. Infolge der anderen Druckfarbe (flüssig im Gegensatz zu pastös) und der Absenz des „störenden“ Feuchtmittels gelten im Flexodruck andere Gesetzmäßigkeiten für die Festlegung der optimalen Farbübertragsmenge. Für manche Flexodrucker kann die Erzielung ähnlicher Dichten der Prozessfarben wie im Offsetdruck eine Herausforderung darstellen, für viele wäre sie aber eine unwillkommene Einschränkung. Nach seinem eigenen Optimum zu suchen, ist daher sinnvoll. Anders als im Offsetdruck wird auch die optimale Farbschichtdicke im Flexodruck am besten durch die Betrachtung der „Farbort-Kurve“ im Lab-Farbraum bestimmt. Kippt die Farbe um und wird bei höherer Schichtdicke eher trüber als gesättigter, dann ist das Optimum überschritten und man verliert wieder darstellbaren Farbraum. Am Ende dieses Schrittes muss die Optimalfärbung in Messwerte übertragen werden, entweder über einen Dichtewert oder drei Lab-Koordinaten. Im zweiten Schritt wird die Optimalfärbung, die vorher sinnvollerweise mit einem Probedruckgerät ermittelt worden war, auf die Produktionsdruckmaschine übertragen. Dazu muss eine Kombination aus der Zusammensetzung der Druckfarbe (Stammfarbe zu Verschnitt), übertragener Farbmenge seitens der Rasterwalze und Druckform gefunden werden, die möglichst genau zum vorher ermittelten Sollwert (Dichte oder Lab-Koordinaten) der Optimalfärbung führt. Natürlich passiert auch das zunächst auf dem Standard-Substrat. Der dritte Schritt ist wichtig. Hierbei wird eine Graubalance-Testform angedruckt, wobei die Einhaltung der Optimalfärbungen beachtet werden muss. Das Ergebnis dieses Schrittes sind so genannte Neutralgrau-Gradationen für die Farbkanäle CMYK. Sie legen fest, in welchen Prozentwerten die Prozessfarben über die gesamte Tonwertskala kombiniert werden müssen, um im Zusammendruck ein neutrales Grau zu ergeben. Durch Unterschiede in der Farbannahme können sich die Neutralgrau-Gradationen der Substrate unterscheiden. Die Einhaltung der „Graubedingung mit Optimalfärbungen“ ist extrem wichtig für die farbliche Übereinstimmung der verschiedenen am Verpackungsdruck beteiligten Drucksysteme (Proofer, Offset-, Flexo- oder Tiefdruckmaschine), was sich bei Verpackungsserien, die in verschiedenen Verfahren gedruckt werden, besonders offensichtlich zeigt. Sie ist eine der zwei strikten Vorschriften im hier vorgestellten Konzeptvorschlag für einen Verpackungsdruck- bzw. Flexodruck-Prozessstandard. Die zweite vorgeschlagene Vorschrift betrifft die Veröffentlichung von (individuellen) Farbprofilen. Diese gilt es im vierten und letzten Schritt zu erzeugen. Das kann über die „traditionelle“ Methode des Andruckens eines Farbmanagement-Testcharts und dessen Vermessung geschehen oder alternativ mit der vereinfachten Vorgehensweisemittels des DFTA-Druckkontrollstreifens 2010, der einen eigenständigen Andruck einer Farbmanagement-Testform überflüssig macht.
IN DER PRAXIS wurde das im DFTA-Technologiezentrum wiefolgt durchgeführt: Die Bestimmung der Optimalfärbungen für die Prozessfarben CMYK war bereits absolviert worden. Ebenso die Ermittlung und Einhaltung der Graubedingung für CMYK. Ein Kontrollstreifen wurde bei mehreren Aufträgen der betrachteten Druckbedingung mitgedruckt. So war eine Mittelwertbildung möglich. Das führte zu höherer Genauigkeit und weniger Abhängigkeit von „Zufallsergebnissen“ beim Andruck. Aus den relativ wenigen Messfeldern des Kontrollstreifens wurde dann eine vollständige Messdatei errechnet, mit der in einem Profil-Editor ein Farbprofil erzeugt werden konnte.
SCHLUSSFAZIT. Farbprofile werden dringend benötigt. Individuelle Farbprofile sind mit heutigen Methoden zwar nur schwer, aber mit der vorgeschlagenen Alternative immerhin machbar. Diese alternative Methode zur Berechnung der Messdaten aus einem begrenzten Druckkontrollstreifen wird durch das DFTA-Technologiezentrum untersucht. Gelingt die beschriebene Berechnung, können damit auch vorhersehbare Veränderungen des Druckprozesses berücksichtigt werden, wie etwa die Änderung des Rasterwalzen-Schöpfvolumens, sofern Neuanschaffungen anstehen, oder die Änderung des Farbortes der Eckfarben (CMYK) etc., wenn etwas an der Druckfarbe verändert werden muss. Darüber hinaus können Farbprofile für Sonderfarben-CMYK-Kombinationen berechnet werden. Die individuellen Farbprofile haben das Potenzial, einen „verordneten“ („Top-Down“-) Prozess-Standard überflüssig zu machen und damit zu ersetzen. Der Flexodruck kann damit die leidige Frage der Vorhersagbarkeit und Wiederholgenauigkeit nachhaltiger beantworten als andere Verpackungsdruckverfahren. Flankierend bietet das DFTA-Technologiezentrum eine Zertifizierung als neutrales Testat der Konformität an.
Das DFTA-Technologiezentrum

Im DFTA-Technologiezentrum an der Hochschule der Medien in Stuttgart arbeiten Experten an der Zukunft des Flexodrucks. Schwerpunkt sind anwendungsbezogene Forschungen sowie die Aus- und Weiterbildung auf dem Gebiet des Flexodrucks in der integrierten DFTA Flexodruck Akademie.
Alle Informationen zum DFTA-Technologiezentrum finden Sie hier.