Alle der heutigen Druckverfahren haben eines gemeinsam: in der Druckmaschine kommen die verschiedensten Materialien zusammen und werden teilweise dauerhaft miteinander vereinigt. Bedruckstoff und Druckfarbe (worunter ich zur Vereinfachung hier auch beliebige Lacke und Kleber subsumieren möchte, aber auch Beschichtungen und Kaschierungen) werden hier zusammengebracht und ihr Zusammenspiel beeinflusst die erreichte Qualität. Für die Druckfachleute wird diese gewissermaßen automatisch durch die visuell erzielte Anmutung des Druckbilds bestimmt, aber genau genommen stehen davor noch eine Reihe physikalischer und chemischer Anforderungen, die mindestens auch erfüllt werden müssen. Beispielsweise die adäquate Haftung der Druckfarbe auf dem bedruckten Substrat oder ihre Beständigkeit gegen Hitze in der Siegelung oder Sterilisation.
Die Druckmaschine bringt also relativ heterogene Materialien zusammen. Solche Vereinigungsprozesse sind, nicht nur beim Drucken, immer von den Eigenschaften der einzelnen Materialien bestimmt. Diese können üblicherweise in unterschiedliche Richtungen schwanken. Wenn beispielsweise die Viskosität der Druckfarbe von Anwendung zu Anwendung oder innerhalb einer solchen leichten Schwankung unterworfen ist, so gilt dies natürlich auch für die Farbfreundlichkeit des Bedruckstoffes. Dass sich die dabei auftretenden Schwankungen gegenseitig neutralisieren ist zwar möglich, aber typischerweise eher die Ausnahme. Kein Wunder also, dass das Gesamtprodukt, also die Vereinigung allein dieser beiden Materialien, ebenfalls Schwankungen unterworfen ist. Sie können im Extremfall deutlich größer sein als die Schwankungen der einzelnen Rohmaterialien.
Selbstverständlich soll das erzielte Druckbild nebst chemischen und physikalischen Eigenschaften des Druckfarbfilms, der es gewissermaßen erschaffen hat, dennoch immer identisch aussehen. Das führt zwangsläufig dazu, dass in Druckmaschinen durch Anpassung der entsprechenden Einstellungen ständig gegen die Materialtoleranzen gearbeitet werden muss. Und zumal natürlich auch die Druckmaschine selbst und ihre eventuell benötigten Werkzeuge (im Flexodruck beispielsweise die Druckformen) gewisse Toleranzen aufweisen kann das von Fall zu Fall ein relativ schwieriges Unterfangen sein. Was liegt da näher, als die Minimierung dieser ganzen Toleranzen bzw. Schwankungsbreiten zu fordern.
In dieser Beziehung hat sich der Flexodruck in den ersten Jahrzehnten seines Bestehens extrem schnell und weit entwickelt. Dass diese Entwicklung heute etwas langsamer vonstatten geht ist dem hohen erreichten Standard geschuldet, dessen weitere Verbesserung naturgemäß immer schwerer fällt. Im vorliegenden Beitrag möchte der Autor daher diese besagten Toleranzen etwas näher beleuchten, um möglicherweise deren gezielte Verbesserungen in den Fokus der Fachwelt rücken zu können.
Welche Toleranzen betreffen uns im Flexodruck überhaupt?
Zunächst können wir die besagten Schwankungen bzw. Toleranzen in verschiedene Kategorien einteilen. Diesbezüglich möchte ich unterscheiden zwischen den topologischen Toleranzen der Beteiligten Komponenten in der Druckmaschine. Mechanisch bedingte Höhenunterschiede durch Rundlauffehler von Zylindern, Dickenunterschiede in den Druckplatten und Klebebändern bis hin zu den Dickentoleranzen des Bedruckstoffs sind hier zu nennen. In einer sehr feinen Betrachtung könnte man hier sogar noch unterscheiden zwischen den typischerweise im mehrstelligen Mikrometerbereich angesiedelten Rundlauf- und Dickenfehlern einerseits und den im einstelligen Mikrometerbereich liegenden Rauigkeiten von Druckformen und Bedruckstoffen, die auch ihre Schwankungen haben können. All das möchte ich hier als Z-Abweichungen zusammenfassen.

Bildquelle: www.schwarzhaupt.de
Die Z-Abweichungen führen dazu, dass in den verschiedenen Walzenspalten bei der Übertragung der Druckfarbe dynamisch unterschiedliche Druckverhältnisse herrschen, die in letzter Konsequenz die lokale Verteilung der Druckfarbe beeinflussen können. Im Flexodruck kann das sowohl die XY Dimension betreffen (Verquetschung, seitliches Ausweichen der Druckfarbe), als auch die Z Dimension (Dicke des Druckfarbfilms bzw. Homogenität der Farbschicht). Darüber hinaus kann, was diesbezüglich gerne übersehen wird, durch die Rauigkeit der die Druckfarbe entweder übertragenden Oberfläche (Druckform) oder der die Druckfarbe empfangenden Oberfläche (Bedruckstoff) ebenso ein großer Unterschied in der Qualität der übertragenen Farbschicht erzeugt werden.
Neben den Z Abweichungen sind natürlich auch Abweichungen in XY Richtung möglich. Diese werden im Druckbild gegebenenfalls als Passerfehler erkennbar. Die Dimensionstreue von Druckplatten ist gewissen Schwankungen unterworfen und einer der hier zu berücksichtigenden Faktoren. Wenn aber mit Druckplatten gearbeitet wird (im Kontrast zu Runddruckformen), dann müssen diese auch noch auf einen Träger aufmontiert werden, wobei wiederum Abweichungen vom Idealzustand möglich sind. Der Akt der Montage kann jedoch auch durchaus ausgleichend genutzt werden, wenn darin beispielsweise ein durch leichten Verzug der beteiligten Teildruckplatten verursachter Passerfehler zumindest teilweise wieder ausgeglichen wird.
Meist wird in Druckmaschinen der Bedruckstoff von Auftragswerk zu Auftragswerk weitertransportiert und dabei mit zunehmend mehr Teildruckfarben versehen. Auch dabei kann es natürlich zu Abweichungen kommen. Einerseits dadurch, dass der Bedruckstoff in manchen Fällen in Gefahr gerät, sich durch den Einfluss der ersten Teildruckfarben ein wenig zu verformen und andererseits auch dadurch, dass auch die beste Druckmaschine die Rotationen der Druckformzylinder nur mit einer begrenzt guten Genauigkeit machen kann (Stichwort „Drehwinkelpositionierung“). Man kann hierbei weiter unterscheiden in systematische Fehler (bspw. durch gegenseitigen Verzug von Druckformen und Bedruckstoff oder Montage-verursachte Abweichungen) und den dynamischen (die besagten Positionierungsfehler). All das kann wahrnehmbare Passerfehler erzeugen.
Die bisher besprochenen Abweichungen sind solche, die man durch Längenmessungen erfassen kann, selbst wenn die Messung dann eine Genauigkeit teilweise bis in den Nanometerbereich benötigt. Eine ganz andere Sorte von Schwankungen bietet sich uns allerdings bei denen der oberflächenphysikalischen Eigenschaften. Vordergründig denkt man hierbei natürlich an den jeweiligen Bedruckstoff und die Druckfarben oder Lacke. Wann immer diese beiden eine dauerhafte Verbindung eingehen sollen ist es natürlich eminent wichtig, dass diese beiden Substanzen gewissermaßen auch zusammenpassen. Spätestens beim Gedanken an Kunststofffolien, die mit Druckfarben auf der Basis von Wasser bedruckt werden sollen, bekommt man eine Idee davon, wie bedeutsam in diesem Zusammenhang die Oberflächenphysik werden kann. Allerdings endet dieses Thema nicht bei den beiden genannten Komponenten, sondern erstreckt sich auch auf die weiteren beteiligten Oberflächen beispielsweise der Rasterwalze und der Druckform.
Obwohl hier schon seit langem gewisse Theorien über Abstufungen von Oberflächenenergie im Markt die Runde machen wage ich die Aussage, dass wir gerade über diese Aspekte noch viel zu wenig wissen. Meiner Meinung nach gibt es keine aussagekräftige Messwertgröße, die heute bereits die Bedruckbarkeit eines beliebigen Substrats mit einer ebenfalls beliebigen Druckfarbe zuverlässig vorhersagen könnte. Aktuell wird jedoch gerade hieran im DFTA-Technologiezentrum geforscht.
Größenverhältnisse der Toleranzen
Wenn man den Flexodruck besser verstehen möchte scheint es mir zielführend zu sein, die auftretenden und größtenteils bereits oben erwähnten Schwankungen einmal danach zu betrachten und zu ordnen, wie bedeutend für sie für den Druckprozess sind und wie sie sich gegebenenfalls erfassen lassen. Die folgende Betrachtung stellt dabei meine persönliche Reihenfolge des Schwierigkeitsgrades der Erfassbarkeit dar und geht dabei überraschenderweise ziemlich gut einher mit dem Grad des Einflusses auf die Druckqualität.
Relativ einfach stellt sich die Messung von Druckplatten im Hinblick auf deren Dicke bzw. die Gleichmäßigkeit dieser dar. Dabei ist natürlich zu beachten, dass es sich dabei um ein elastisches Material handelt, dass bei einer drückenden Messung, wie sie nun einmal mit dem üblichen Taststempel stattfindet, ein wenig ausweicht. Wir haben gelernt, dies durch die Größe des entsprechenden Taststempels recht gut zu beherrschen. Im Hinblick auf den Grad der durch eventuelle Schwankungen verursachten Minderungen der Druckqualität sind die Druckplattendicken über die letzten Jahre hinweg erfreulicherweise etwas aus dem Fokus gerückt, weil das Zusammenspiel aus relativ harten Druckformmaterialien und den dafür verwendeten Unterbauten sehr viel fehlertoleranter geworden ist.
Position 8 in unserer Liste geht daher an die Dickenschwankungen der Druckplatten als derjenige Aspekt, der wahrscheinlich aktuell den geringsten Einfluss hat. Sie bezweifeln das? Dann lesen Sie gerne weiter, welche Themen noch in der Liste aufgeführt werden.
Position 7: Selbstverständlich gilt es in dieser Abhandlung auch die Rundlauftoleranzen der beteiligten Zylinder der Druckmaschine zu betrachten. Relativ leicht lassen sich die Rundlauffehler von Zylindern (Druckform oder Rasterwalze bzw. Gegendruckzylinder bei Reihenbauweise, aber auch bei Zentralzylindern) sogar vom Endanwender messen. Junge Druckmaschinen mit entsprechend unverbrauchten Lagerungen schneiden hier natürlich deutlich besser ab als die älteren Exemplare. Zwar kann man mit diesen bei Einsatz moderner Materialien nach wie vor gute Qualität erreichen, für die Spitzenklasse wird es aber vermutlich nicht reichen.
Position 6: Eine andere Sorte der Dickenmessung bereitet uns etwas mehr Schwierigkeiten als die bei den Druckplatten, die bei den Montageklebebändern nämlich. Hierbei handelt es sich üblicherweise um ein deutlich weicheres Produkt als bei den Druckplatten und die Nachgiebigkeit wird daher teils problematisch für die Anwendung von Dickentastern. Zumal jedoch in der Kombination mit modernen Druckplatten auch noch bei mehr als einem Dutzend Mikrometer an Dickenunterschieden im Montageklebeband eine ansprechende Druckqualität erzielt werden kann steht dieser Aspekt noch relativ am unteren Ende unserer Liste.
Position 5: Nach nunmehr einigen Jahren der Anwendung von gezielt aufgebrachten Strukturen auf der Oberfläche von Druckplatten, die die Übertragung der Druckfarbe fördern sollen und können, wird es niemand mehr wundern, dass auch dieser Aspekt in der Betrachtung auftaucht. Im Ranking steht dieser Aspekt meiner Ansicht nach sogar über den Dicken- und Rundlauftoleranzen, weil er einen größeren Einfluss auf das Druckergebnis haben kann. Hier fragt man sich allerdings, wie die Erreichung einer bestimmten Struktur, insbesondere deren Tiefe, in der Praxis des Flexodrucks gemessen oder auch nur geprüft werden soll? Nicht umsonst befasst sich der Arbeitskreis Technik unter anderem mit dieser Fragestellung.
Die Position 4 in dieser imaginären Liste hat die Prüfung und gegebenenfalls Steuerung der Bedruckbarkeit des Bedruckstoffs inne. Hier hat sich gezeigt, das ist bedauerlicherweise nicht mit einer (dann aber auch schon recht aufwändigen) Messung der Oberflächenenergie getan ist, selbst wenn dabei sogar nach polaren und dispersen Anteilen aufgeschlüsselt werden kann. Die Praxis hat gezeigt, dass es darüber hinaus mindestens noch einen weiteren, bisher noch nicht bekannten, Faktor geben muss, der die Bedruckbarkeit eines Substrates signifikant beeinflusst. Hierzu fehlt also noch entsprechendes Wissen, deswegen auch die „hohe“ Platzierung.
Bildquelle: DFTA
Position 3 auf besagter Rangliste wird durch eine ggf. wünschenswerte Messung der Passgenauigkeit der montierten Druckplatten besetzt, insofern diese außerhalb der Druckmaschine, also quasi vorab, erfolgen soll. Dahinter steht also die Frage, wie gut wird der Passer dieses Auftrages überhaupt sein können, wenn die Druckmaschine optimal gerüstet wurde? Oder: War die Montage präzise genug? Zwar gibt es dafür inzwischen automatisierte Lösungen, diese sind jedoch nur bei höherem Bedarf wirtschaftlich und auch sie betrachten nur die XY-Dimension, müssen aber die Höhentoleranzen außer Acht lassen.
An Position 2 sehe ich eine weitere Oberflächenenergie, nämlich die der Druckfarben. Als Flüssigkeiten relativ niedriger Viskosität entziehen sie sich völlig einer messtechnischen Betrachtung an der Druckmaschine, wobei ich hier sogar noch davon absehen möchte, dass es uns noch viel mehr als bei den Substraten an Verständnis dafür fehlt, welche Faktoren und ggf. Messwerte zu welcher Ausprägung der Druckqualität führen. (Vielleicht gibt es dieses Wissen im Kreise der Druckfarbenhersteller, aber bisher habe ich noch keine offizielle Verlautbarung dazu angetroffen.)
Bildquelle: DFTA
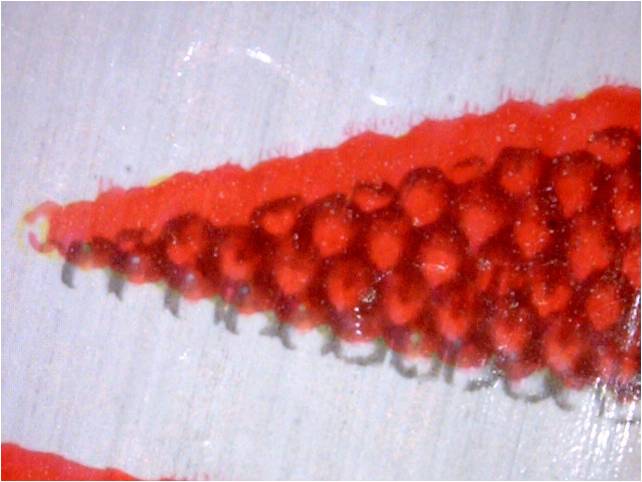
Position 1 in dieser Aufzählung belegt ein auf den ersten Blick recht trivialer Faktor, der meiner Meinung nach aber den größten Einfluss auf die entstehende Druckqualität nimmt, nämlich die (noch nicht richtig gelöste) Volumenmessung von Rasterwalzen. Genauer gesagt sehe ich hier die Unsicherheit um die Bestimmung des effektiven Farbtransfervolumens einer Rasterwalze. Wie viel Druckfarbe überträgt eine betrachtete Rasterwalze wirklich? Das ist hier die charakteristische Frage, und wir wissen eigentlich nur, dass es sicher NICHT das angegebene Volumen ist, denn kein Näpfchen wird sich je vollständig entleeren lassen, und darüber hinaus, wie genau kann man denn dieses angegebene „Luftvolumen“ überhaupt messen? Gleichzeitig ist dies aber auch ein Aspekt, der sofort gewaltig an Bedeutung verliert, wenn man Druckfarben nicht mehr ständig wechselt, wie es heute bei den Sonderfarben der Fall ist. Auf Rasterwalzen, die permanent im Einsatz bleiben und immer die gleiche Farbe drucken, kann man sich im Produktionsprozess natürlich sukzessive einstellen und dann ist die Unsicherheit über die tatsächliche Farbmenge fast kein Problem mehr. Siehe den Druck mit fester Farbpalette.
Mögliche Gegenmaßnahmen und Verbesserungen
Gehen wir nun diese Liste noch einmal mit der Intention durch, die möglichen oder wünschenswerten Verbesserungen zu identifizieren, dann ergibt sich ein heterogenes Bild. In einigen Aspekten, glaube ich, wird sich nämlich kaum noch etwas verbessern lassen. Dazu zähle ich die genannten Dickentoleranzen bei Druckplatten und Klebebändern, sowie die Rundlauftoleranzen der besagten Zylinder. Ich bin wohl gemerkt nicht dagegen, in diesen Belangen nach weiteren Verbesserungen zu streben, ich erwarte nur diesbezüglich keine Wunderdinge.
Bei den Oberflächenstrukturierungen dagegen bin ich mir sehr sicher, dass es uns gelingen wird, deren Abbildung und Ausprägung auf einer damit versehenen Druckform zuverlässig prüfen oder gar messen zu können. Ich gehe sogar davon aus, dass innerhalb der nächsten Jahre eine plausible Arbeitshypothese vorliegen kann, die das Phänomen der höheren Farbübertragung durch solche Oberflächenstrukturen auch quantitativ (und nicht nur qualitativ) vorhersagen und damit beherrschbar machen kann.
Eine ähnliche Hoffnung hege ich auch hinsichtlich einer numerischen Quantifizierung der Bedruckbarkeit beliebiger Substrate. Ein Teil meiner eigenen Forschungsleistung geht aktuell in diese Richtung. Da uns diesbezüglich wie oben genannt allerdings noch Wissen um mindestens einen der signifikanten Parameter fehlt, kann ich leider nicht vorhersehen, wie lange die Beherrschung dieses Umstandes dauern wird. Für eine wirkliche Industrialisierung des Druckverfahrens, um nicht zu sagen aller Druckverfahren (!), ist es allerdings zwingend notwendig, vorab bereits über eine zuverlässige Information über die Bedruckbarkeit eines Materials zu verfügen. Nur dann ist es denkbar, die Produktionsmaschine bereits von Anfang an richtig einzustellen, statt wie heute sich nach dem Prinzip des „Versuch und Irrtum“ an den gewünschten Zustand heran zu iterieren.
Der Aspekt der Passgenauigkeit der Druckformen ist einer, der geradezu nach Automatisierung verlangt. Automatisierte Montage von Druckplatten gibt es wie gesagt heute im Flexodruck bereits. Allerdings ist dabei noch nicht alles zu meiner Zufriedenheit gelöst. Sei es, weil die entsprechenden Maschinen meines Erachtens einfach zu teuer sind oder weil sie nur ein bestimmtes Format und damit ein bestimmtes Marktsegment abdecken. Der Bedarf nach Automatisierung ist hier allerdings so bedeutend, dass ich weitere Entwicklungen maschineller Art erwarte.
Die oben genannte Quantifizierung der Bedruckbarkeit eines Substrats ist zugegebenermaßen nur dann eine Hilfe, wenn man dessen Pendant, die Druckfarbe nämlich, auch ähnlich gut beschreiben kann. Dazu fehlt mir leider das notwendige Maß an Einblick in dieses spezielle Metier und ich möchte mich deswegen hier gerne einer entsprechenden Diskussion stellen. Gerne höre ich ihre Gedanken dazu, wie gut es überhaupt jemals gelingen kann, ein Fluid wie unsere Druckfarbe mit einer gut zu handhabenden Zahl von Messwerten perfekt zu charakterisieren.
Das wirkliche Farbtransfervolumen einer Rasterwalze genau zu quantifizieren wird schon recht lange mit einem für mich nicht ganz befriedigenden Ergebnis versucht. Zwar hat es die Technik, die letzten Endes das schiere „Luftvolumen“ der Näpfchen zu quantifizieren versucht, schon sehr weit gebracht, aber Aussagen über die wirkliche Menge an Druckfarbe, die von diesen Näpfchen abgegeben wird, ist bisher nur einem Verfahren ansatzweise gelungen, nämlich dem Rasterwalzen Messverfahren aus dem DFTA TZ, aber selbst das kann leider keine realen Druckfarben verwenden. Hier bleibt also nach wie vor eine große Unsicherheit, aber wie gesagt könnte sich dies auch damit erledigen, dass wir möglicherweise in Zukunft ohne die zahlreichen Sonderfarben auskommen, die von der Unkenntnis des waren Transfervolumens der Rasterwalze besonders stark betroffen sind. Möglicherweise zwingt uns die Kooperation mit dem Digitaldruck ja tatsächlich dazu, die gleichen festen Farbseparationen zu benutzen wie dieser. In diesem Moment ist es dann sehr viel einfacher zu verschmerzen, das besagte Transfervolumen nicht wirklich zu kennen, solange es konstant bleibt.
Fazit
Wir haben einige Parameter der Druckqualität des Flexodrucks daraufhin untersucht, welche Schwankungen sie aktuell besitzen und was das für einen Einfluss auf die Qualität ausübt. Dabei sind für den Fachmann möglicherweise einige Überraschungen aufgetreten, zumal ich absichtlich stellenweise provozieren wollte. Das dürfen Sie, lieber Leser, gerne zum Anlass nehmen, mit mir zu diskutieren.
Das DFTA-Technologiezentrum

Im DFTA-Technologiezentrum an der Hochschule der Medien in Stuttgart arbeiten Experten an der Zukunft des Flexodrucks. Schwerpunkt sind anwendungsbezogene Forschungen sowie die Aus- und Weiterbildung auf dem Gebiet des Flexodrucks in der integrierten DFTA Flexodruck Akademie.
Alle Informationen zum DFTA-Technologiezentrum finden Sie hier.