Flexodruckformherstellung heute
Ziehen wir doch einmal Bilanz über die Varianten und Facetten der Flexodruckformherstellung. Abbildung 1 hilft uns dabei, Ordnung in die Menagerie zu bekommen. Auf der ersten Gliederungsebene können wir hier zwar zwischen den Material aufbauenden und den Material abbauenden Verfahren unterscheiden (Additiv vs. Subtraktiv), jedoch werden uns erstere mangels heutiger Bedeutung im Rahmen der weiteren Ausführungen kaum weiter beschäftigen. Die hierin versammelten Verfahren sind nämlich die Flüssigfotopolymerverarbeitung und der „Druck“ von Flexodruckformen mit Hilfe von 3D-Druckern, was gegenwärtig bestenfalls als beachtenswerte Idee für die fernere Zukunft gelten kann. Zumal auch die Flüssigfotopolymerverarbeitung nach Ansicht des Autors ein weitgehend zu Ende entwickelter Prozess mit keinen nennenswerten Innovationen in den zurückliegenden Jahren und wenig weiterem Potenzial hierzu ist, können wir diesen Technikzweig einstweilen getrost beiseite lassen. Wenden wir uns also stattdessen den subtraktiven Verfahren zu. Man könnte sie auch so beschreiben, dass hier „aus dem Vollen“ gearbeitet wird. Entweder wird ein festes Fotopolymer-Material mittels aktinischen Lichts an den Bildstellen von einem unvernetzten in einen vernetzten Zustand überführt, womit die Nicht-Bildstellen aufgrund deren erheblich besserer Löslichkeit oder Schmelzbarkeit entfernt werden können. Oder man bedient sich eines (bereits vernetzten) Elastomers und graviert mit einem hochenergetischen Laser die nichtdruckenden Partien weg.
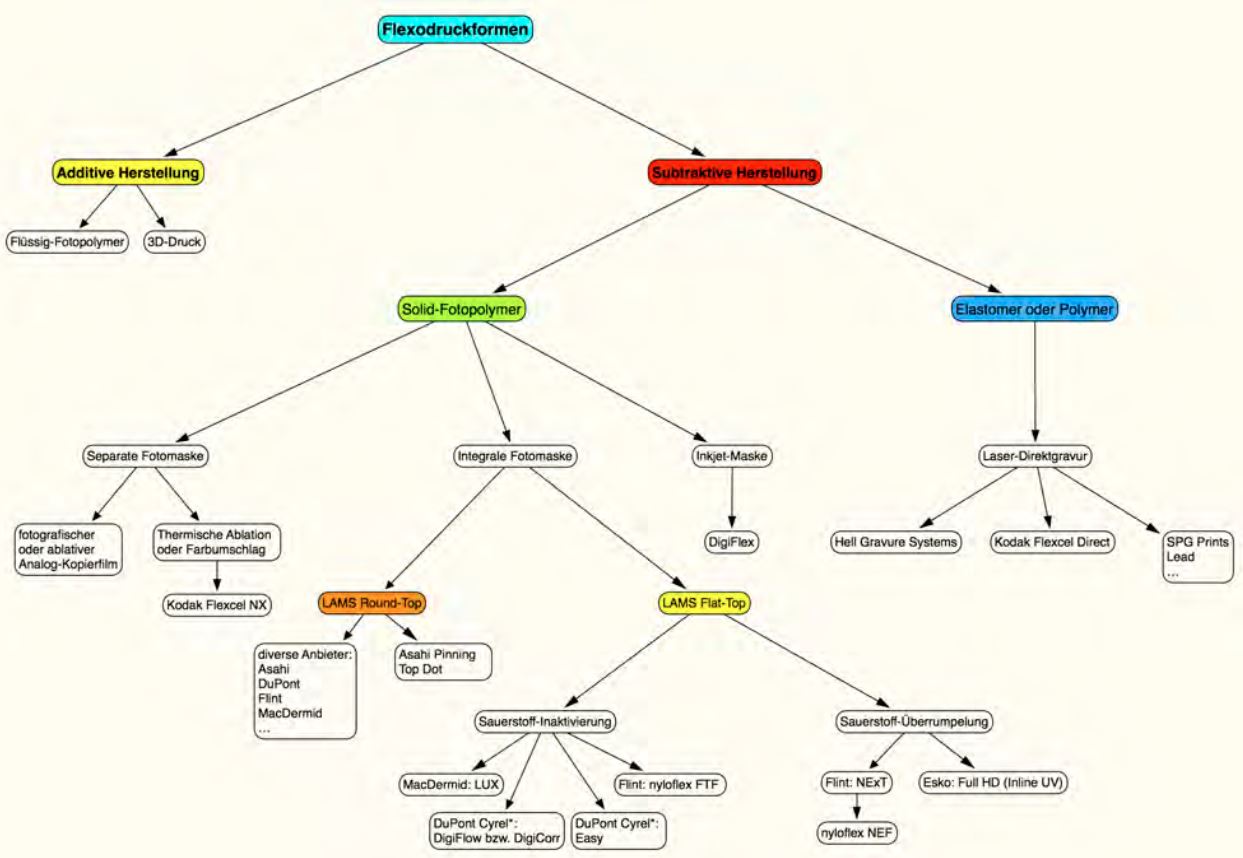
Abbildung 1: Übersicht Flexodruckformen
Innerhalb der strahlungsvernetzenden, fotopolymeren Systeme müssen wir weiter unterscheiden zwischen denen, die zur Bebilderung eine separate Fotomaske verwenden und denen, die spezielles Rohmaterial mit einer integralen Fotomaskenschicht benötigen. Der klassische Fall einer separaten Fotomaske ist der altbekannte grafische Film in Form eines Negativs, dessen transparente Stellen die Belichtung des Fotopolymers örtlich steuern. Sinngemäß passiert beim Kodak Flexcel NX Prozess Gleiches, nur dass die Fotomaske nicht auf fotografischem Weg erzeugt wird und ohne Vakuum auf dem zu belichtenden Material haftet. Die überwiegende Menge von Flexodruckformen wird aber über eine integrale Maske belichtet (LAMS: Laser Ablation Mask System). Das Rohmaterial kommt hier mit einer flächigen schwarzen, weitgehend lichtundurchlässigen Deckschicht daher, die in einem Platesetter mit dem Druckbild versehen (bebildert) wird. Die eigentliche Belichtung zur Vernetzung des darunter liegenden Fotopolymers kann auf zweierlei Art und Weise passieren. Die jüngere dieser Varianten zielt darauf ab, scharfkantig begrenzte Plateaus an der druckenden Oberfläche der Druckbildelemente zu erzeugen und wurde folglich als „Flat-Top-Technologie“ betitelt.
Kodak Flexcel NX mit DigiCap
In der seit der Einführung der sog. „Digitalplatten“ im Jahr 1995 üblichen Variante erhält der Sauerstoff aus der Umgebungsluft während der Belichtung Zutritt zum Fotopolymer und bewirkt eine Verrundung der Bildelemente an den Plateaukanten. Als die o.g. jüngere Variante geboren und der „Flat-Top“-Begriff geprägt war musste für diese „traditionelle“ Variante eine Bezeichnung her und sie wurde verständlicherweise „Round-Top-Technologie“ genannt. In der Kategorie der strahlungsvernetzenden Druckformen mit integraler Maske finden wir schließlich auch ein Verfahren, bei dem die Bildmaske mittels eines Tintenstrahldruckers direkt auf der Oberfläche des (konventionellen) Fotopolymer-Rohmaterials erzeugt wird. Auch wenn es erste Ansätze hierfür schon zur Jahrtausendwende gab, möchte ich diese Technik heute noch immer als Newcomer betrachten, der noch in den Startlöchern steckt und sich erst beweisen muss. Nachdem diese Technik nun aber schon einige Jahre für die gefühlten ersten paar Zentimeter gebraucht hat ist meiner Meinung nach hiervon ein bahnbrechender Durchbruch nicht mehr zu erwarten.
Neuheiten
Wenden wir uns nach dieser Klassifizierung der vorhandenen Technologien nun den Neuheiten der jüngeren Vergangenheit zu. Keine andere hat hierbei bisher so große Bedeutung im Markt erlangt wie die Platesetter- und Software-basierende Lösung HD Flexo von Esko, dessen jüngste Ausbaustufe als Full HD bezeichnet wird. Diese Bebilderungs-Variante der Fotopolymer-basierten Flexodruckformherstellung arbeitet mit allen LAMS-CtP-Druckplatten und bietet wahlweise Round-Top- und Flat-Top-Charakteristiken. Round-Top-Druckformen eignen sich nach meinen Erfahrungen besser für den Druck feiner Halbtonmotive mit zartesten Lichtertonbereichen, während die Flat-Top-Produkte deutliche Vorteile in den erzielbaren Volltondichten und beim glatten Liegen der Druckfarbe in Flächen haben. Weitere Pluspunkte sind in der beobachteten guten Reproduzierbarkeit und verbesserten Auflagenbeständigkeit zu finden. Der Nachweis, dass sich beide Varianten innerhalb einer Druckform gezielt miteinander kombinieren lassen, wie es einst in Aussicht gestellt wurde, steht meiner Ansicht nach aber noch aus. Ausser der Vorgenannten gibt es noch einige weitere Flat-Top Lösungen. Die Systeme von MacDermid (LUX) und von DuPont (DigiFlow bzw. DigiCorr) haben gemeinsam, dass sie den Luftsauerstoff während der Bildbelichtung der Fotopolymere ausschließen, auch wenn dies auf sehr unterschiedliche Weise passiert. Beide scheinen nach meinen Beobachtungen ihre Feuertaufen bestanden zu haben und können als vorteilhafte und beherrschbare Technologien gelten. Das „Überrumpeln“ des Luftsauerstoffs durch die Anwendung einer steuerbaren, extrem starken UVLichtquelle ist eine zweite Variante und sie wird von Flint bzw. Esko praktiziert. Esko integriert die Lichtquelle hierbei in den Platesetter (wie oben erwähnt), während Flint einen separaten UV-Belichter dafür anbietet. Auch hierbei sprechen die Praxisergebnisse für eine hohe Plausibilität und Anwendbarkeit.
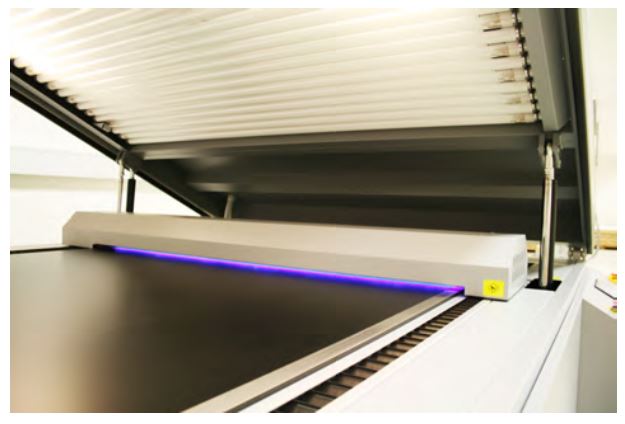
Abbildung 2: Nyloflex NExT-Belichter mit hochenergetischer UV-LED-Leiste
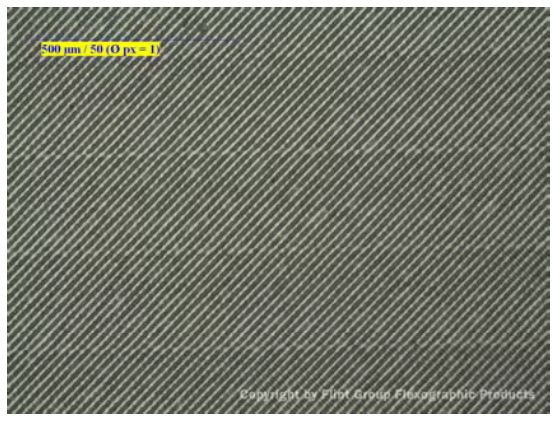
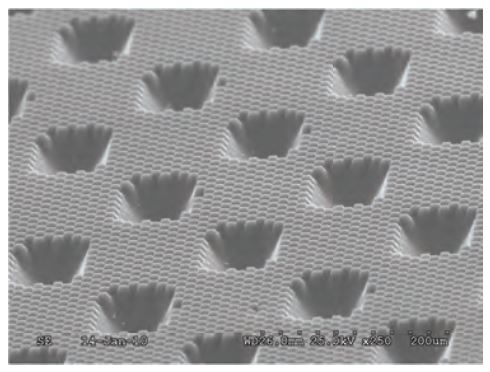
Abbildung 3: Nyloflex NEF-Oberfläche mit Mikrostrukturen zur Erhöhung der Farbübertragung
Allen bisher aufgetretenen Flat-Top-Technologien (inklusive Kodak Flexcel NX) scheint gemeinsam zu sein, dass sie zwar die Übertragung von Druckfarbe auf das Substrat und damit meist auch die Farbdichte und das Liegen der Druckfarbe fördern, dafür dann jedoch im Lichtertonbereich relativ hohen Tonwertzuwachs produzieren. Insofern erscheint der Ansatz der Firma Asahi durchaus beachtenswert, die Oberflächenspannung der druckenden Oberfläche des Fotopolymers so zu gestalten, dass eine erhöhte Abgabe der empfangenen Druckfarbe erfolgt, die Druckfarbschicht auf das eigentliche druckende Plateau des Rasterpunktes konzentriert und die Bildung von Farbbrücken zwischen Rasterpunkten vermieden wird. Somit können potentiell alle neuralgischen Punkte des Flexodrucks gleichzeitig in Angriff genommen werden, vom Liegen der Druckfarbe über den Tonwertzuwachs bis zum gleichmäßig sauberen Ausdruck über die gesamte Auflage hinweg. Inzwischen wurde die Plausibilität dieses Ansatzes in der Praxis bestätigt – zumindest für den Halbtonbereich. Das Liegen der Volltöne und die schiere Menge an übertragener Druckfarbmenge scheint diese Technik jedoch nicht nennenswert beeinflussen zu können. Einen anderen Weg hin zu ähnlichen Zielen beschreitet die Firma DuPont mit ihren neuen intrinsisch mattierten digitalen Fotopolymerdruckplatten. Die Mattierung der druckenden Oberfläche kann das Farbübertragungs- und –liegeverhalten gegenüber einer Druckform mit glattem Druckplateau deutlich verbessern und benötigt dazu nicht einmal aufwändige PrePress-Gerätschaften. Auch diese technische Lösung hat inzwischen ihre Feuertaufe sehr gut bestanden und liefert hochwertige Druckergebnisse. Ganz neu ist in diesem Marktbereich eine Entwicklung der Firma Flint, die intrisische Mattierung zur Verbesserung des Farb-Liegens und –Übertrags mit Flat-Top-Charakteristiken verbindet. Erste beachtliche Praxisergebnisse machen große Hoffnungen.
Auch in unserem DFTA-Technologiezentrum sind bereits eine ganze Reihe von Neuheiten für den Flexodruck entstanden. Angefangen von diversen Signal- und Kontrollelementen u.a. für die so entscheidende Druckbeistellung, über spezielle Druckformunterbauten und Farbprofil-Erzeugungsmethoden bis hin zu komplexen Rasterungssystemen mit hervorragender Wiedergabecharakteristik insbesondere in den Hochlichtbereichen kamen einige wichtige Anregungen aus dem Flexodruckinstitut der DFTA. In 2012 wurde sogar eine völlig neue Flexodruck-Anwendung unter dem Namen DFTA-Planoflex vorgestellt. Zur Proflex 2013 wurde zusammen mit DFTA-Planoflex ein abermals verbesserter Raster der Öffentlichkeit präsentiert, der sogenannte DFTA Screen V4.2.
Abbildung 4: Demonstrations-Motiv für DFTA Screen V4.2
Im Reigen der Neuheiten ist natürlich auch die Laser-Direktgravur von Flexodruckformen zu nennen. Sie hat in den vergangenen Jahren sehr große Fortschritte gemacht und kann inzwischen permanent Druckqualitäten auf hohem Niveau ermöglichen. Weitere Verbesserungen sind auf dem Gebiet der Produktivität der Graviermaschinen vorgezeichnet. Darüber scheint die Idee, Fotopolymere per Laser- Direktgravur zur strukturieren, wie es die Firma Flint einst beschritten hatte, wieder belebt worden zu sein. Hier wird zunächst mit einer aktinischen Lichtquelle eine Vernetzung des fotoempfindlichen Materials herbeigeführt, um anschließend die nichtdruckenden Stellen durch den Laserstrahl zu entfernen. Der anzunehmende Hauptvorteil dieser Vorgehensweise liegt darin, dass in der Druckerei mit einem bekannten Druckplattenmaterial (weiter-) gearbeitet werden kann, so dass keine Umstellung auf andere Farbabgabeverhältnisse oder ähnliches fällig wird. Hierzu liegen mir allerdings keine genaueren Informationen vor. Die jüngsten Neuheiten in der Flexo-Druckformherstellung stammen wieder aus dem Lager der Fotopolymere, wurden unlängst von den Firmen DuPont und Flint angekündigt und sind inzwischen teilweise kommerziell verfügbar. Man stattet jetzt das fotopolymere Rohmaterial durch die chemische Formulierung so aus, dass die Einwirkung des Luftsauerstoffs bei der Belichtung verhindert bzw. vermindert wird. Hiermit sind die Anwender in der Lage, eine Produktion von Flat-Top-Druckplatten zu vollziehen, ohne hierfür spezielles Gerät anschaffen zu müssen. Wie oben erwähnt geben erste Praxisergebnisse Grund zur Vorfreude.
Bewährt
Dass die sog. Flat-Top-Druckformen mit geeigneter Oberflächenstrukturierung die Farbmengenübertragung zum Bedruckstoff fördern können kann inzwischen als gesicherte Erkenntnis gelten. Was die Kodak Flexcel NX-Technologie mit ihrer DigiCap vorgemacht hat und die Round-Top-Fotopolymere nicht so recht nachmachen konnten gelingt inzwischen mit den oben genannten Flat-Top- Erzeugnissen hervorragend gut. Aus bisher noch nicht geklärten Gründen scheinen solche Druckformen in der Tat sogar den sogenannten Waschbretteffekt im Direktdruck auf Wellpappe minimieren zu können.
Auf der anderen Seite verdichten sich aber auch die Erkenntnisse, dass die Round-Top-Technologie beim Druck feinster Lichtertonwerte eben doch nicht zu schlagen ist. Die o.e. neuen Raster aus dem DFTATechnologiezentrum zeigen obendrein, dass es dazu nicht einmal unbedingt besonderer Maßnahmen wie eine erhöhte Bebilderungsfeinheit bedarf, auch wenn diese hohe Feinheit fraglos noch großes Potential besitzt.
Auf dem Prüfstand
Selbstverständlich stehen neue technische Lösungen zunächst auf dem Prüfstand der Praxis. Lösungen, die ihre volle Praxistauglichkeit erst noch unter Beweis stellen müssen, wurden oben bereits erwähnt. Dazu gehören neben einigen der Flat-Top-Technologien auch immer noch die aktuellen Rasterungssysteme aus dem DFTA-TZ, die eingebaute Oberflächenmattierung des einen Fotopolymers oder die Anpassung der Oberflächenspannung des anderen. Losgelöst von konkreten technischen Lösungen wird sich aber vor allem erst noch zeigen müssen, ob all die genannten technischen Neuheiten den Flexodruck in Summe nicht komplexer und teurer, sondern einfacher und günstiger machen können. Eine der Möglichkeiten bzw. Forderungen hierzu wäre die deutliche Verringerung der durchschnittlichen Druckfarbenzahl pro Auftrag. Obschon dies ein sehr erstrebenswertes Ziel ist und verschiedene Marktteilnehmer dessen Erreichung bereits für sich reklamieren sehe ich hier noch viel Handlungsbedarf. Insbesondere der logische nächste Schritt, der Aufbau von Sonderfarben mit Rastertonwerten der Prozessfarben, erscheint mir heute in keinem Druckprozess sicher genug beherrscht zu werden, um hohe Ansprüche an Farbgenauigkeit erfüllen zu können.
Kritisch
Kann man die besagte Erhöhung der Farbmengenübertragung durch eine Oberflächenstrukturierung der Druckform als Vorteil betrachten und nutzen? Meiner Meinung nach nur bedingt! Keine Frage, Sonderfarbenwünsche, die wir bisher farblich nicht oder nur mit großen Schwierigkeiten erfüllen konnten, können mittels dieses Tricks jetzt möglicherweise problemlos erreicht werden. Klarer Punkt für die Oberflächenstrukturierung. Spart man dabei aber Druckfarbe, wie es sich manche wünschen würden? Nein! Das Mehr an Druckfarbe wird ja für die zusätzliche Farbkraft genutzt.
Spart man dann vielleicht wenigstens Druckfarbe, wenn man solche Farbtöne jetzt mit Oberflächenstrukturierung druckt, die vorher auch schon erreicht werden konnten? Leider auch nicht. Hier hat man die Wahl, mit den bestehenden Rasterwalzen weiter zu arbeiten, muss dann aber die Druckfarbe mehr verdünnen, damit der Farbton nicht zu kräftig wird. Man überträgt somit eine höhere Druckfarbmenge, um den gleichen Farbton zu erhalten. Was das in Bezug auf Lösemittelkosten, Trocknungsenergie, Druckgeschwindigkeit und Restlösemittel heißt, kann als bekannt vorausgesetzt werden. Die Alternative: feinere Rasterwalzen kaufen. Das freut dann aber nur deren Hersteller. Ist dann wenigstens darin ein Vorteil zu sehen, dass man bei sonst gleichen Bedingungen jetzt die Prozessfarben CMYK mit Dichten in der Nähe von 2.0 oder manchmal sogar darüber drucken kann? Leider auch nicht. Im Bereich dieser Dichten sind die Prozessfarben üblicherweise bereits „umgekippt“, d.h. ihre Verschwärzlichung nimmt gegenüber der Sättigung überproportional zu und macht den Farbton damit schmutziger. Immerhin kann ich hier noch gelten lassen, dass in vielen Fällen eine kleine Erhöhung der Prozessfarbdichten tatsächlich vorteilhaft wäre, um die Farbkraft der Druckbilder zu steigern (nur eben nicht die oft beobachtete enorme Erhöhung). Somit können wir zusammenfassen, dass die Oberflächenstrukturierung in der Tat vorteilhafte Aspekte mit sich bringen kann, aber mit Verstand eingesetzt werden muss. Ein völlig unstrittiger Vorteil ist das erzielbare deutlich glattere Liegen der Druckfarbe. Gerade dadurch kann dann oft auch eine Druckfarbe eingespart werden, wenn ansonsten die geforderte Deckung nur durch zweifachen Auftrag hergestellt werden konnte, wie es bei Weiß sehr oft der Fall ist.
Was kommt noch? Wohin geht’s?
Wer jetzt glaubt, die Variantenvielfalt von Druckformherstellungstechnologien und -verfahren sei im Flexodruck gegenwärtig schon groß genug und könne doch wohl schwerlich noch weiter wachsen, der sei hier daran erinnert, dass in der Tat schon die nächsten Neuerungen auf dem Weg sind. Ein Highlight ist dabei meiner Meinung nach der neue Druckplattenbelichter von DuPont. Endlich scheint es gelungen zu sein, diese althergebrachte Technologie auf ein neues Niveau zu heben. Die Strahlungsintensität der UVRöhren, die seit den Zeiten der digitalen Fotopolymerdruckformen leider zu einem kritischen Faktor geworden war (bzw. deren schleichende Veränderung über die Einsatzzeit), kann jetzt reguliert und damit konstant gehalten werden. Mit seinen zwei weiteren Innovationen kann dieser Belichter vielleicht endlich die lang ersehnte perfekte Kontrolle über das Belichtungsergebnis erbringen. In einem ganz anderen Bereich, in dem gar keine Belichtung notwendig ist, vermutet der Autor ebenfalls noch ungehobenes Potential, nämlich der Direktgravur. Auch hier stehen uns wahrscheinlich noch wesentliche Schritte ins Haus, wie beispielsweise die Entwicklung neuer Elastomere mit kürzeren Gravierzeiten und den Übergang zur Mehrstrahlgravur (wo noch nicht geschehen) zur Steigerung der Produktivität von seiten der Hardware. Die mögliche weitere Verbreitung des DFTA-Planoflex-Verfahrens könnte hier, aber auch bei den Fotopolymeren, entscheidenden Einfluss nehmen.
Immerhin ist eines sicher im Flexodruck: er steht nicht still!
Das DFTA-Technologiezentrum

Im DFTA-Technologiezentrum an der Hochschule der Medien in Stuttgart arbeiten Experten an der Zukunft des Flexodrucks. Schwerpunkt sind anwendungsbezogene Forschungen sowie die Aus- und Weiterbildung auf dem Gebiet des Flexodrucks in der integrierten DFTA Flexodruck Akademie.
Alle Informationen zum DFTA-Technologiezentrum finden Sie hier.